
Teil 2: 3D-Drucke und andere Probleme
Im ersten Teil der Reihe „3D Drucke und andere Probleme“ haben wir und mit dem Thema Standort und Schwingung beschäftigt. In diesem Teil wollen wir uns mit Temperaturen und ihren Auswirkungen auseinander setzen.
Wo spielen Temperaturen bei einem 3D Drucker eine Rolle und was kann passieren?
Nun es gibt erst einmal zwei klassische und hoffentlich bekannte Teile. Einmal die Nozzle, also die Düse wo das Material herauskommt, sowie das Druckbett wo wir drauf drucken. Diese beiden Bauteile sind die primären Einflussgrößen auf den Druck und steuern, so wie nichts anderes, die Qualität des Drucks. Über das Druckbett wird vor allem die Haftung bestimmt, die Nozzle wird vom Hotend erwärmt und gibt erstmal vor, wie zäh oder flüssig das zu druckende Material wird. Es gibt auch noch Außeneinflüsse, doch dazu später mehr. Erst mal zu unseren beiden primären Bauteilen.
Nozzle
Die Nozzle wird, wie oben bereits erwähnt über das Hotend erwärmt. Hierbei gibt es erstmal zwei wichtige Ausführungen mit Vor- und Nachteilen. Die erste wäre eine einteilige Nozzle -> Hotend Verbindung, sie hat den Vorteil einer verlustfreieren Übertragung von Hotend Temperatur auf das zu druckende Material. Der Nachteil ist aber die teuere Ausführung und das umständliche tauschen, da jedesmal das Hotend mit gewechselt wird.
Die andere Ausführung ist auch meist die bekanntere: man Schraubt eine Nozzle ins Hotend ein. Dies ist der angenehmste weg, da man weniger Geld ausgeben muss und man sie aber auch leicht austauschen kann. Der Nachteil ist für die meisten Hobby Drucker kaum bemerkbar, den etwas Temperatur geht verloren und es gibt feine Schwankungen. Die Schwankungen beruhen auf dem benötigten Spiel des Gewindes in der Fassung und der dort gefangenen Luft, bzw. von Verunreinigungen.
Wichtig ist aber auch die Ausführung der Düse. Die meisten Düsen besitzen einen Übergang von Filamentführung zu Düsenspitze in Form eines Zylinders, das sorgt für schlechteren Materialfluss und führt zu einem schnelleren Verschleiß. Ratsam sind hier die teureren diamantförmigen Ausführungen, diese sorgen für längere Lebensdauer und auch für einen schöneren Fluss. Sollte eine Düse mal verstopft sein, braucht man sie vielleicht noch nicht sofort wegschmeißen. Ab und an reicht es die Düse 20°C heißer zu schalten und das Material mit der Hand wenn möglich durchzudrücken. Eine andere Lösung wäre es die warme Nozzle mit einer Nadel frei zu pulen, das sollte jedoch die letze Option sein, da es hier auch langfristig zu einer Erhöhung des Verschleißes kommt.

An der unteren Kuppel des Todessterns erkennt man gut, das es hier Außeneinflüsse gab. Neben dem Loch sind kleine Blasen welche auf eine vorherige Temperaturschwankung hinweisen können.
Heizbett
Das Heizbett wird oft unterschätzt, denn es sorgt für die deutlich bessere Haftung, ist jedoch nicht immer ein Standardteil. Meiner Meinung nach sollte man immer ein Heizbett nutzen, sorgt es doch für ein deutlich bequemeres drucken mit der Sicherheit, das es auch hält. Bei manchen Materialien ist es möglich ohne ein Heizbett zu drucken, PLA ist hier als Beispiel zu nennen. Aber wie schon angesprochen, wird das Objekt massiger oder hat wenige Auflageflächen, empfiehlt es sich auch hier deutlichst.
Das Heizbett kann aber nicht direkt bedruckt werden, wie in einem meiner ersten Artikel erwähnt, gibt es mehrere Druckflächen. Diese sorgen zusätzlich für die Erhöhung der Haftung von dem Druck auf dem Hotend. Mein persönlicher Favorit ist bisher Carbon, aber Glas, PVC oder Malerkrepp sind andere auch gut machbare Alternativen. Warum und wieso? Darauf werde ich in einem der kommenden Artikeln näher eingehen.
Material
Damit das gewünschte Objekt sauber aus dem Drucker kommt, muss alles wie in einem Orchester sauber zusammen spielen. Im Bereich der Temperatur ist es essenziell das diese auf Material und Objekt angepasst wird. Ansonsten kämpft man mit tropfenden Nozzlen oder mit dem Problem, das kaum etwas rauskommt und es nicht hält. Daher ist es immer ratsam als aller erstes sich die Herstellerangaben anzuschauen. Die anderen Werte sind für die Allgemeinheit erstmal uninteressant wenn nicht sogar kaum verständlich. Sie dienen Konstrukteuren als Kennwerte um Materialien auszusuchen.
Doch zurück zu den Temperaturen. Im Regelfall kann man immer davon ausgehen, dass PLA 180 °C-230 °C und ABS 200 °C-250 °C zum Drucken benötigen. Aber je nach Mischung kann das auch abweichen, daher empfiehlt es sich immer etwas mit der Temperatur zu spielen, um die optimale für sich zu finden. Die Heizbett Temperatur liegt meist im Rahmen von 0 °C-60 °C bei PLA und bei ABS zwischen 80 °C-110 °C.
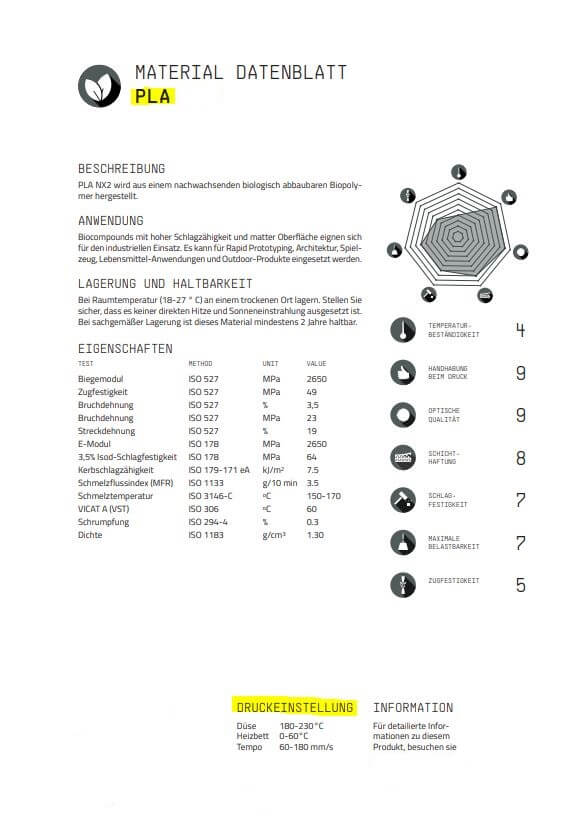
So sehen solche Datenblätter aus. Meist sind sie direkt auf der Seite zum Download angeboten.
Was gibt es sonst noch zu beachten?
Zu guter letzt gibt es noch Außeneinflüsse. Außeneinflüsse sind in unserem Fall die Raumtemperatur, bzw. kalte oder warme Luftzüge welche beim öffnen und schließen von Fenstern oder Türen entstehen, aber auch bei Bewegung. Durch die Temperaturschwankung, welche vom Sensor gemessen wird, möchte das Hotend weiter hochheizen oder soll etwas abkühlen. Doch das ist meist das Problem, denn durch das kurze ändern der Temperatur ist der Druck gestört und sorgt für kleinste Fehler.
Die Fehler machen sich oft nicht bemerkbar, doch mehren sie sich, wird aus einem kleinem, ein großer Fehler, der dafür sorgt, das Layer nicht mehr aufeinander oder aneinander haften, Blasen entstehen oder andere merkwürdigere Fehler. Die Lösung ist hier die Standortwahl oder das Einhausen, wobei letzteres noch den Vorteil hat die Temperatur gleichmäßig im gesamten Bauraum zu verteilen und zu halten.
Zusammenfassung
Die Temperatur ist eine wichtige Eigenschaft und kann für Erfolg oder Misserfolg sorgen. Meistens bekommt man einen Rahmen vorgegeben oder kann auf Erfahrung zurückgreifen um die perfekte Temperatur zu bestimmen, doch auch selbst dann sollte man immer ein Auge auf die Temperatur haben, da diese sich schnell verändern oder manipulieren lässt. Der Faktor Außeneinfluss ist dabei nicht zu unterschätzen, er sorgt schnell für graue Haare, da man ihn meist erst nicht bemerkt. Im nächsten Artikel der Serie beschäftigen wir uns mal mit dem Thema Material, welches soll ich wann nehmen und wie drucke ich das?
Ich wünsche euch nun viel Spaß beim Knobeln mit der Temperatur, bis zum nächsten Mal!